|
Produktdetails:
|
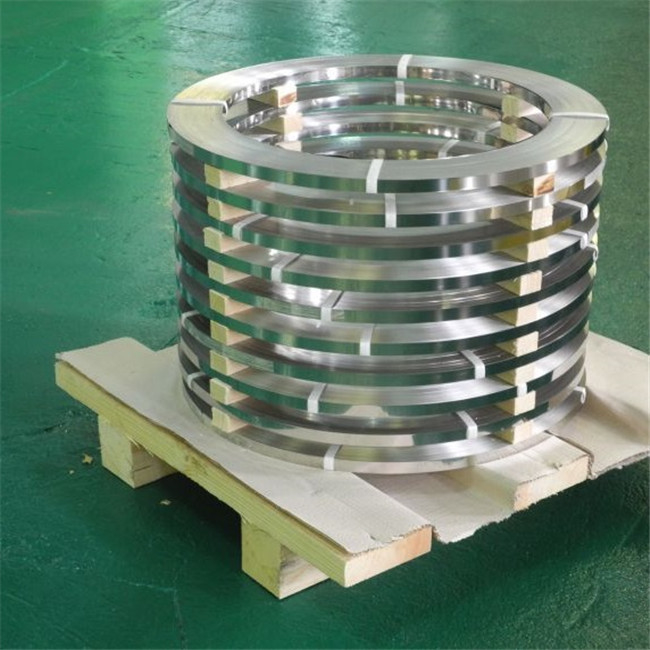
| Form: | Streifen | ||
|---|---|---|---|
| Markieren: | 2,4668 Nickel-Legierungs-Streifen,Legierungs-Streifen des Nickel-N07718 |
||
Lieferbedingung: kaltgewalzt, wärmebehandelt und in Essig eingelegt oder hell-getempert
Stärke Millimeter (herein): 0,025-3 (0.001-0.12)
Breite Millimeter (herein): 4-750 (0.16-29.5)
Das gerollte Blatt – getrennt von der Spule – seien Sie in den Längen von 250 - 4.000 Millimeter (9.84-157.48 herein) verfügbar.
Inconel 718 ist eine Alter-verhärtbare Legierung-Chromlegierung, die Korrosionsbeständigkeit mit hochfestem und gutem fabricability kombiniert. Es hat hohe Zeitstandfestigkeit an Temperaturen ℃ bis 700. Sein ausgezeichneter Entspannungswiderstand trägt zu seiner Anwendung in Frühlinge bei.
Die Legierung wird im Strahltriebwerk und Hochgeschwindigkeitstragwerkteile wie Räder, Eimer und Distanzscheiben und Hochtemperaturbolzen und Befestiger benutzt. Inconel 718 wird auch in den Öl- und Gasbohrungs- und -produktionsindustrien wegen seines hochfesten und Widerstands zu den Chlorverbindungen, zur Spannungskorrosion und zum Sulfiddruckknacken verwendet. Innerhalb dieser Industrien ist die Legierung für Ventile, Pumpenwellen und Hauptquellenkomponenten benutzt worden.
Blatt 718, Spule und Platte: UNS N07718, AMS 5596, ASTM B 670, ASME-SB 670, B50TF14,
718 Rundeisen: UNS N07718, AMS 5662, ASTM B 637, B50TF15, B50809D (Stromerzeugung)
andere: AMS 5662, AMS 5663, AMS 5832, AMS 5962, ASTM B637, GE B14H89, ISO 15156-3, (NACE-HERR 0175)
Gute Zeitstandfestigkeit bei hohen Temperaturen
Hochfester als Inconel X-750
Bessere mechanische Eigenschaften bei den niedrigeren Temperaturen als Nimonic 90 u. Inconel X-750
Alter verhärtbar
Dynamische Anwendungen der hohen Temperatur
| Ni | F.E. | Cr | Cu | MO | Notiz: | C | Mangan | P | S | Si | Ti | Al | Co | B |
| 50.00-55.00 | Rest | 17.00-21.00 | .30 maximal | 2.80-3.30 | 4.75-5.50 | .08 maximal | .35 maximal | .015 maximal | .015 maximal | .35 maximal | .65-1.15 | .20-.80 | 1,00 maximal | .006 maximal |
| Bedingung | Ca. Dehnfestigkeit | Ca. Betriebstemperatur abhängig von load^^ und Umwelt | ||
| N-/mm² | ksi | °C | °F | |
| Getempert | 800 – 1000 | 116 – 145 | – | – |
| Temperament NO1 | 1000 – 1200 | 145 – 175 | – | – |
| Frühlings-Temperament | 1250 – 1500 | 180 – 225 | – | – |
| Temperament NO1 + temperte + gealtert | 1250 – 1450 | 181 – 210 | -200 bis +550 | -330 bis +1020 |
| Temperament NO1 + gealtert | 1520 – 1720 | 220 – 250 | Treten Sie mit uns in Verbindung | |
| Frühlings-Temperament + temperte + gealtert | 1250 – 1450 | 181 – 210 | -200 bis +550 | -330 bis +1020 |
| Frühlings-Temperament + gealtert | 1700 – 1950 | 247 – 283 | Treten Sie mit uns in Verbindung | |
Wärmebehandlungen werden justiert möglicherweise, um erforderliche Eigenschaften zu geben. Für die beste Kombination von dehnbaren und Druckabbrucheigenschaften, wird der folgende ziemlich komplexe Zyklus empfohlen:
1 Stunde an 1750/1800ºF (955/980ºC) und kühles, dann 8 Stunden an 1325ºF (720ºC) und kühl an 100ºF/hr (56ºC/hr) zu 1150ºF (620ºC) lüften, Griff 8 Stunden lang und Luft kühl.
Für die beste Raumtemperatur und die kälteerzeugenden dehnbaren Eigenschaften ist der Zyklus:
1-2hours an 1950ºF (1065ºC) und kühles, dann 8 Stunden an 1325ºF (720ºC) und kühl an 100ºF/hr (56ºC/hr) zu 1150ºF (620ºC) lüften, Griff 8 Stunden lang und Luft kühl.
Wegen seiner Stärke ist INCONEL-Legierung 718 beständiger als die meisten Materialien gegen Deformation während der heißen Formung. Sie wird bereitwillig heiß-gearbeitet, wenn genug leistungsfähige Ausrüstung benutzt wird. Die heiße Formung wird in der 1650°-2050°F Temperaturspanne durchgeführt. In der letzten Operation sollte das Metall mit einer allmählich abnehmenden Temperatur gleichmäßig bearbeitet werden und etwas helle Reduzierung in der Strecke 1650°-1750°F beenden. Dieses Verfahren ist notwendig, um Kerbenduktilität in den Druckabbruchanwendungen sicherzustellen, wenn Material getempert worden und gealtert worden ist.
INCONEL-Legierung 718 kann durch die Standardabläufe kalt-gebildet werden, die für Stahl und Edelstahl verwendet werden.
INCONEL-Legierung 718 kann bereitwillig maschinell bearbeitet werden, aber seine hochfesten und Arbeit-Verhärtungseigenschaften müssen in der Auswahl und der Gebrauch von richtigen Werkzeugmaterialien betrachtet werden und -entwurf, Arbeitsgeschwindigkeiten und Kühlmittel. Wenn sie in Alter-verhärteten Zustand maschinell bearbeitet wird, hat die Legierung ein etwas besseres Ende; Chipaktion auf chipbreaker Werkzeugen ist besser. Der Gebrauch von getempertem Material liefert jedoch die einfachere maschinelle Bearbeitung und längere Standzeit.
Diese Legierung, kennzeichnete INCONEL-Legierung 718SPF, ist verfügbar als getempertes Blatt in den Stärken von 0,02 bis 0,08 Zoll (0,5 bis 2,0 Millimeter) in den Breiten bis 36 Zoll (914 Millimeter). Das Spezifikation SAE AMS 5950 wurde entwickelt, um die Anforderungen für die Legierung zu definieren.
Ansprechpartner: Ms. Florence Tang
Faxen: 86-731-89853933